Hastelloy C Lift Station for Hazardous Solvent Handling
Custom Hastelloy Lift Station
Overview
Burt Process Equipment designed and delivered a custom lift station engineered from corrosion-resistant Hastelloy C materials. This system was developed for a sensitive solvent waste handling application at a biopharmaceutical research and production facility. The lift station was designed for reliable performance, chemical compatibility, and integration into a Class I Div 2-rated environment.
Industry
Biopharmaceutical Manufacturing
Challenge
Corrosive Solvent Handling
Solution
Hastelloy Lift Stations
Customer Profile
The customer, an engineering and mechanical contractor focused on advanced research and cleanroom environments, needed a reliable and corrosion-resistant lift station to support a pharmaceutical client’s solvent waste stream. Safety, material compatibility, and accuracy were top priorities.
Challenge
The lift station needed to operate under hazardous conditions with highly corrosive solvents. The solution had to be compact, class-rated for Division 2, and include redundant sensors and leak detection to ensure long-term reliability and compliance.
Solution
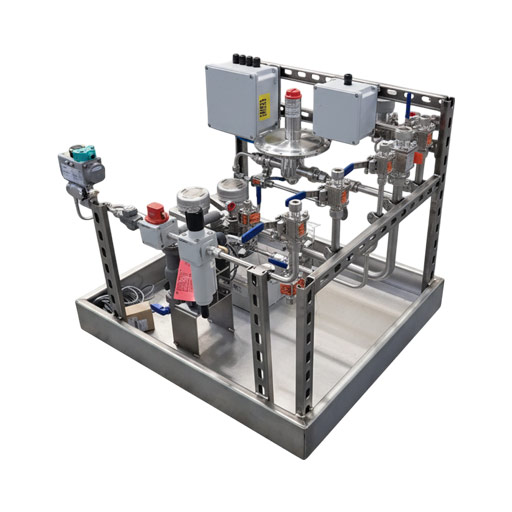
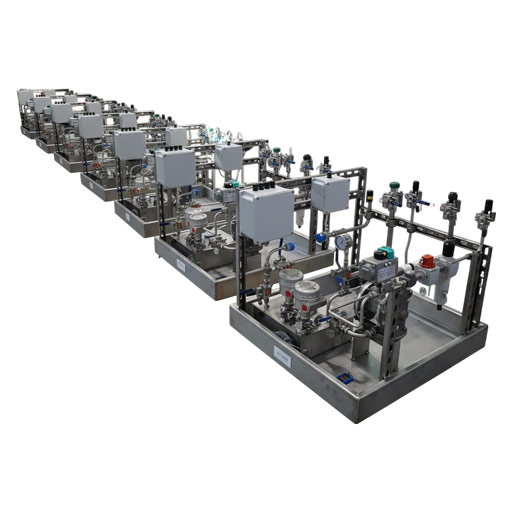
Burt Process designed a Hastelloy C welded lift station with integral containment, dual level sensors, and pre-plumbed pump connections. The unit included a Versamatic AODD pump, Endress+Hauser capacitance level and leak sensors, and factory-welded discharge piping—all tested to Burt Process Equipment’s factory acceptance standards
Key Features
12″ x 12″ x 12″ ID welded Hastelloy C tank
Integral 14″ x 14″ containment tank welded to base
Factory-mounted Versamatic AODD pump with PTFE diaphragms
Welded Hastelloy C discharge piping and isolation valves
Redundant high-level sensor with 1″ flange connection
PTFE-coated leak detection sensor, Class 1 Div 2 rated
Fully pre-plumbed and mounted for field connection
Compliant with hazardous duty Class 1 Div 2 environments
Factory acceptance tested to BPE quality standards
Outcome
The delivered system provided a compliant and durable solution for solvent collection. Its compact design, chemical resistance, and field-ready configuration enabled seamless integration into the facility’s hazardous material handling infrastructure.