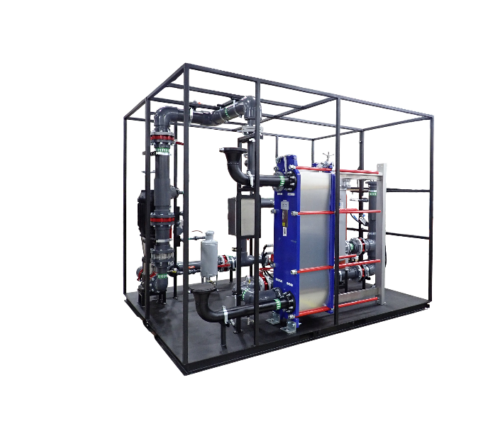
A major research and technology facility required a robust, pre-engineered Process Cooling Water (PCW) system to support laboratory infrastructure and equipment cooling operations. The system had to deliver reliable flow and pressure performance, precise temperature control, and full integration with the site’s building management system (BMS). Burt Process was selected to engineer and deliver a fully integrated, skid-mounted PCW system, designed for plug-and-play installation, high reliability, and precise monitoring of critical process variables.